Eiweißinitiative
Grüngut effizient trocknen und verarbeiten
Immer mehr Landwirte denken über alternative Vermarktungsmöglichkeiten für ihre Milch nach, um bessere Erlöse erzielen zu können. Die Heumilchproduktion scheint hier ein durchaus interessanter (Nischen-)Betriebszweig zu sein, der gerade auch in Ökobetrieben große Aufmerksamkeit findet. Das Interesse an modernen und energieeffizienten Heu- bzw. Grünguttrocknungstechniken hat stark zugenommen. Am Landesbetrieb Landwirtschaft Hessen (LLH) werden im Rahmen der „Initiative Gentechnikfreies Futter“ (Hessische Eiweißinitiative) vielfältige Maßnahmen und Aktivitäten zur Verbesserung der heimischen Eiweißversorgung umgesetzt. Mit einer Heu- bzw. Grünguttrocknung wird in erster Linie das Ziel verfolgt, qualitativ hochwertiges Grobfutter zu gewinnen. Dabei kann der Ansatz, qualitativ hochwertiges Heu zu erzeugen, einen Beitrag zu einer verbesserten heimischen Eiweißversorgung leisten.
Unter diesen Aspekten werden derzeit Energie- und Wärmenutzungskonzepte unter Einbindung von Trocknungskapazitäten am LLH diskutiert. Dafür fand zum fachlichen Austausch und zur Information über technische Anlagen zur Trocknung und Verarbeitung von Grüngut eine zweitägige Fachexkursion nach Bayern statt, die von Brigitte Köhler vom LLH im Rahmen der Hessischen Eiweißinitiative organisiert wurde.
1. Station: Qualitätstrocknung Nordbayern eG, Windsbach

Als erste Station stand die Qualitätstrocknung Nordbayern eG am Standort Windsbach/ Mittelfranken. Die Qualitätstrocknung Nordbayern ist ein Zusammenschluss von fünf Futtertrocknungsgenossenschaften mit insgesamt 4.000 Mitgliedern. Die Mitarbeiter der Genossenschaft Windsbach, Herr Röll und Herr Hechtel, stellten die gesamte Produktionspalette mit ihren Abläufen vor. Ein Schwerpunkt liegt auf der Verarbeitung von reiner Luzerne zu Cobs und Ballen. Die Trocknung bietet seit 2005 ein umfassendes Angebot zur Vermarktung der Luzerne als regionales, GVO-freies, hochwertiges Eiweißfuttermittel an. Dafür wird den Landwirten aus der Umgebung ein Vertragsanbau von der Trocknungsgenossenschaft angeboten. Die Luzerne ist ein qualitativ hochwertiges Eiweißfutter und ihr Anbau passt gut zu den fränkischen Standortbedingungen. So wird die Luzerne in der Regel mit 3 Schnitten pro Jahr mit einem mittleren Rohproteingehalt von 17-18 % geerntet. Getrocknet wird am Standort Windsbach über eine Heißlufttrocknung mit sehr hohen Leistungskapazitäten. Bei Temperaturen von eingangs 400-600 °C wird in einem Trommeltrockner das frische Gut in nur rund 4 Minuten Durchlaufzeit getrocknet. Von der Trocknungsleistung her, sind rund 30 dt Trockengut pro Stunde zu bewältigen. Der Trockner wird mit Energie aus einer Hackschnitzelheizung betrieben, deren Heizleistung bei ca.12 MW liegt.

Die Luzerne wird anschließend überwiegend zu Cobs pelletiert oder zu Quaderballen in der Größe von 80x80x125cm gepresst. Die Genossenschaft gewährleistet, dass jeder Anlieferer auf Wunsch sein eigenes Trockengut wieder zurückerhält. Dies erfordert ausreichend viele Lagerparzellen in Größenordnungen von 2,5 bis 30 t. Dazu verfügt das Qualitätsfutterwerk in Windsbach – mit den drei Mahl- und Mischanlagen – über ein breites Sortiment an regionalen, gentechnikfreien und auch bio-zertifizierten Futtermitteln. Insgesamt werden 900 Futtermittelmischungen angeboten, in unterschiedlichen Produktgrößen, wie z. B. Luzerneballen in Kleinpackungen als Beschäftigungsmaterial für Geflügel oder Aufzuchtferkel. Das umfassende Leistungsangebot der Qualitätstrocknung, bei dem ein heimisches, qualitativ hochwertiges Eiweißfuttermittel vom Anbau bis zum abgepackten Futtermittel betreut und angeboten wird, hat sehr überzeugt.
2. Station: Bayerische Landesanstalt für Landwirtschaft (LfL), LVFZ Achselschwang

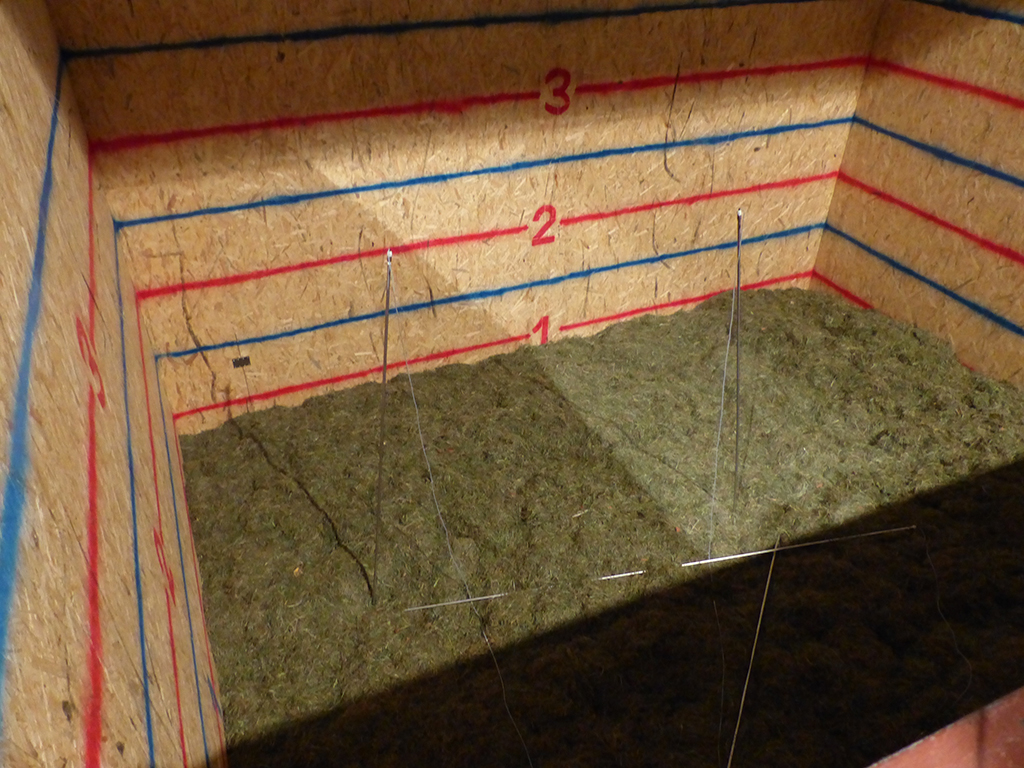
Die Bayerische Landesanstalt für Landwirtschaft (LfL) beschäftigt sich im Rahmen der Bayerischen Eiweißinitiative mit dem Thema der Erzeugung von hochwertigem Grundfutter in hofeigenen Heubelüftungsanlagen. Das Projekt wird von Stefan Thurner vom Institut für Landtechnik und Tierhaltung der LfL betreut. Am Lehr-, Versuchs- und Fachzentrum (LVFZ) Achselschwang konnten wir am Standort Hübschenried die neu aufgebaute Versuchs-Heubelüftungsanlage vor Ort besichtigen und uns über den aktuellen Stand des Projektes zu modernen energieeffizienten Heubelüftungsanlagen mit Stefan Thurner intensiv austauschen. Um verschiedene Verfahren zur Heubelüftung bewerten zu können, wurden zwei Belüftungsboxen im Versuchsmaßstab aufgebaut.
Die Trocknung erfolgt wahlweise mit angewärmter Dachluft, welche tagsüber bei Sonnenschein oder mittels einer Kondensationstrocknungsanlage im Umluftverfahren, die der warmen und feuchten Abluft durch Kühlung systematisch Wasser entzieht. Diese wird anschließend wieder erwärmt und kann so eine erneute Wasseraufnahme aus dem Trocknungsgut ermöglichen. Anhand der Versuchsanlage kann zukünftig der Energieverbrauch von Luftentfeuchtung, Kraft-Wärme-Kopplung und Wärmerückgewinnung je nach eingesetzter Technik konkret gemessen werden. Weiter werden in dem Projekt Kennzahlen zur Bewertung der Futterqualitäten erhoben. Bei der Heuqualität steht v. a. das pansenstabile Eiweiß (UDP) im Vordergrund.
In seinem Vortrag stellte Stefan Thurner heraus, dass der Anteil an Heumilch an dem Milchaufkommen in Bayern bisher bei 0,8 %, in Österreich bei 16 % liegt, jeweils aber mit steigender Tendenz. Insgesamt gibt es eine hohe Nachfrage nach Belüftungsanlagen, so der Fachexperte. Er verweist auf die noch bis 2018 bestehende Investitionsfördermöglichkeit von Heubelüftungsanlagen mit einer Förderquote von 30 % über das „Bundesprogramm zur Förderung von Maßnahmen zur Steigerung der Energieeffizienz in der Landwirtschaft und im Gartenbau“, welches über die Bundesanstalt für Landwirtschaft und Ernährung (BLE) in Bonn beantragt werden kann. Allgemein ist bei der Trocknung auf ein qualitativ hochwertiges Ausgangsmaterial zu achten, d. h. es sind Schnittzeitpunkte wie für die Silagebereitung zum Ähren- und Rispenschieben einzuhalten. Für die Boxentrocknung sollte vor dem Einfahren ein Anwelkgrad des Grüngutes von 60 % TS und für die Rundballentrocknung von 65 % TS erreicht werden. Die Trocknungsluft darf max. 45°C betragen, da es sonst zu einer Eiweißschädigung kommen kann. Ein entscheidender Punkt in der Anlagenplanung ist die richtige Dimensionierung, da dies Investitionskosten spart. Um die passenden Chargen zur Trocknung bereitzustellen, müssen vor allem bei der Rundballentrocknung die Grünland- bzw. Futterbauerträge bekannt sein. Ferner hat eine Umstellung auf Heufütterung eine Änderung der Betriebsabläufe zur Folge. Die Erntemengen müssen den Trocknungskapazitäten angepasst sein. Tendenziell zieht sich die Ernte über mehrere Tage, zumal erst mittags nach dem Verdunsten des Morgentaus mit dem Einfahren des Anwelkheus begonnen und die Ernte mit dem beginnenden Abendtau wieder unterbrochen bzw. abgeschlossen sein muss. Das Anwelkheu darf auf den Ladewagen nicht gepresst werden, sonst gibt es hinterher im Heustock verdichtete Grassoden, die nicht ausreichend durchlüftet werden. Moderne Schneidrotor-Ladewagen eignen sich daher nicht so gut für diese Verfahrenskette. Mindestens zwei Ladewagen sollten parallel in der Erntekette im Einsatz sein, um den schlagkräftigen Heukran in der Scheune auszulasten. So sind verschiedene Vor- und Nachteile bei einer Umstellung auf ein Belüftungsverfahren diskutiert worden, die jeder Betrieb für sich abwägen muss. Der Fachexperte hält es für ratsam, sich bei der Planung über die richtige Heubelüftungstechnik von mehreren Herstellern zu informieren.
3. Station: Brennpunkt Energie GmbH, Ruderatshofen


4. Station: Erlenhof, Bad Hindelang

Die Milch wird ausschließlich als Bio-Heumilch an die Molkerei Schönegger Alm in Prem zum Verkäsen vermarktet. Martin Gehring stellte die Bedeutung der Bewirtschaftung auf Grünlandflächen von 800 bis 1200 Höhenmeter dar, bei denen es sich zum Teil um geschützte und sehr kräuterreiche Bergwiesen handelt. Die Jahresniederschlagsmenge beträgt hier am Eingang zum Tannheimer Tal in Österreich über 2.000 mm. In der Regel werden zwischen 1 und 3 Schnitte im Jahr gemacht. Sehr großen Wert legt Martin Gehring auf eine hohe Futterqualität beim Heu. Die einzelnen Schnitte werden getrennt gelagert, so dass die Futterrationen nach Bedarf entsprechend zusammengestellt werden können. Der Betrieb Gehring hat eine moderne Unterdach-Heutrocknung mit 3 Heuboxen und ergänzend dazu auch eine Rundballentrocknung für kleinere Partien mit bestimmten Futterqualitäten. Die Heutrocknungstechnik mit Luftentfeuchter und Wärmeaustauscher sowie der Heukran kommen von der Firma HSR aus Lengau/ Österreich. Ergänzend zur Kondensationstrocknung kann Martin Gehring noch aktiv Warmluft aus seiner hofeigenen 100 KW-Holzhackschnitzelheizung einsetzen. Die Kosten der Heutrocknung beziffert er mit ca. 8 € je dt Heu.


5. Station: Betrieb Zengerle, Isny



Auf zwei weiteren Milchviehbetrieben im Allgäu haben wir uns jeweils weitere moderne Heubelüftungstechniken der Firma Arwego in Hergatz ansehen können, die ebenfalls nach dem Prinzip der Kondensationstrocknung mit einer hohen Energieeffizienz arbeiten.
Der Betrieb Zengerle in Isny, ein Biolandbetrieb mit 90 Milchkühen und 140 ha Grünland, hat komplett auf die Heuproduktion vom Grünland für die Vermarktung von Bio-Heumilch umgestellt. Dafür hat er in eine Heulagerhalle investiert, in der eine Kondensations-Heutrocknung, ausgelegt für 4 Boxen mit einem Kreuz-Wärmetauscher und Dachluftabsaugung eingebaut ist. Das zu verfütternde Heu fährt er mit einem alten Ladewagen, der schnell über den Heukran befüllt ist, täglich auf den Futtertisch im benachbarten Milchviehstall. Im modernen Kreuzwärmetauscher der Fa. Arwego wird die in der feuchten Abluft enthaltene Abwärme zur Anwärmung der Zuluft genutzt. Dadurch lässt sich der Energiebedarf für Verdampfer und Kondensator um ca. 35 % verringern, wodurch dieses System besonders energieeffizient arbeitet.
6. Station: Betrieb Fischer, Wangen
Die letzte Station auf der Fachexkursion war der Betrieb Fischer in Wangen. Hierbei handelt es sich um einen konventionell wirtschaftenden Milchviehbetrieb mit einer 75-köpfigen Holstein-Milchviehherde, ca. 80 ha ausschließlichem Grünland und 10.000 kg Stalldurchschnitt. Heu wurde im niederschlagsreichen Allgäu auch auf diesem Betrieb traditionell schon immer mit herkömmlichen Belüftungsgebläsen und Belüftungskanälen unter dem Loseheustock mit Außenluft (nach-)getrocknet. Herr Fischer hat seinen Betrieb aber nun ebenfalls komplett auf Heumilchproduktion umgestellt und verzichtet fortan auf die Grassilagefütterung.

Da der Stromanschluss auf dem Hof für das große Heubelüftungsgebläse nicht ausreichte und eine separate Trafostation hätte errichtet werden müssen, entschied sich Herr Fischer für einen Antrieb mit einem alten Dieselmotor, dessen Motorabwärme nun zusätzlich für das Anwärmen der Zuluft genutzt wird. Im neuen Anbau ist lediglich eine moderne Heutrocknungsbox vorhanden, aus der die jeweiligen Erntechargen nach dem 3-5 Tage dauernden Trocknungsvorgang (incl. Nachbelüften) mit dem Heukran auf den alten Heuboden über dem Milchviehstall umgelagert werden.

Insgesamt kann festgehalten werden, dass sich die Verfahren der Grüngut- und Heutrocknung technisch wesentlich weiterentwickelt haben. Insbesondere moderne Belüftungsboxen mit kontrollierter Luftführung und -überwachung sowie Kondensations(umluft)trocknern oder mit Entfeuchter-Trocknungstechnik erlauben eine zielgerichtete, energieeffiziente und schnelle Grünguttrocknung. Vorhandene kostengünstige Biogasabwärme oder von Holzhackschnitzelheizungen können hierbei den Trocknungsprozess gezielt unterstützen und beschleunigen.
Dies ist nicht nur für Milchviehbetriebe interessant, die komplett auf Heumilchproduktion umsteigen wollen, sondern auch für andere Milchviehhalter, die ihren Hochleistungsherden zur Abrundung der Futterrationen qualitativ hochwertigstes und gleichzeitig strukturreiches Heu füttern wollen. Der Gesundheit und dem Wohlbefinden der Kühe ist dies auf jedem Fall äußerst förderlich.
